



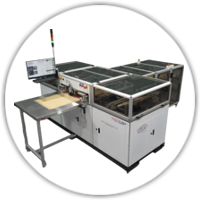






Roll-Coater VCR 100
Vertical Coating and Drying of inner layers with VCR100

The Roll Coater VCR 100 coats both sides of inner layers with resist vertically.
The loader brings the inner layers into the recirculating clamps for transport through the system . The inner layers are hold at their upper edge (approx.10 mm - 0,4") by clamps. Their upper egde will not be coated. So there will be no debris formation resulting from flaking resist. All process steps (cleaning, coating, evaporation, drying, cooling) are done in this vertical position.
The typical drying temperature will be between 90° and 100° C, however this is ink dependent. After drying the inner layers will be cooled down to 25°C and unloaded for further processing.
1. Cleaning
Pick-up rollers remove particles deposits from the surface of inner layers and transfer them to an adhesive roller. Cleaning is done immediately before coating to avoid new particle deposits.
2. Coating
The coater consists of 8 vertically installed rolls, 4 on each side of panel. The doctor roll transfers the coating material on the coating roll. The coating roll coats the inner layers. 2 transfer rolls drive the coating and doctor roll. The resist is contained in the inner space between the 4 rolls. The bottom of the rolls is sealed to maintain the resist in the reservoir. Bottom end seals are arranged with drain method and a collection pan to contain any coating material for clean-up process.
3. Drying
Drying can be done by convection heat or by IR radiation alternatively.
A combination of both is possible too.
The freshly coated inner layers evaporate in the inspection area.
The inspection area is viewable by sight-glass doors. The coating result can be seen immediately. The double-sided drying is performed in three separate dryer units at a temperature of approx. 100°C. After drying inner layers are cooled down to approx. 25°C. Room air is drawn in and led through a heater exchanger. The used cool air will be led to the exhaust air.
4. Loading and unloading system
In the infeed area the cleaned inner layers are brought forward by vacuum suction and swung into a vertical position.
As soon as the clamps are opened, the panel is fixed and the clamps will close.
The panels are suspended tightly in the clamps.They are transported this way through the entire process.
After cooling unloading will be done the same way but in reverse sequence.
Panels are removed from the previously opened clamps and deposited on the exit belt. They will be transported to the following process.
Features:
- Holding the inner layers at their upper edge, which remains uncoated
- No debris formation resulting from flaking resist
- Different panels sizes without change of system
- Even warped panels are accepted
- Easy access for maintenance and to cleaning area
- Modular design of dryer units, easy to extend
- Less space requirements, narrow footprint construction
- Specially effective drying, short modules
- Inspection area immediately after coating
- Secure transport in clamps, independent from coating system
- Complete equipment made of stainless steel
Specification:
| Working height: | 950 ± 50 mm / 37,5" ± 2" |
| Dimensions: | (l x w x h): 10,860 x 800 (1,610)* x 2,000 (2,560)*mm/ 36’ x 2.6’ (5.3’) x 6.6’ (8.4’) |
| Frame and Panelling : | V2A stainless steel |
| Min. size: | 300 x 300 mm / 12 x 12" |
| Max. size: | 750 x 750 mm / 30 x 30" |
| Coating speed: | 1-3 m/min. (typ.) = 3 panel/min., 3 – 9’ |
| Resist supply container: | 25 l, 7 gallons |
| Transport speed: | 1-2m/min. (typ.) = 3 panel/min., 3-9'/min |
| No. of heating circuits: | 3 |
| Heating length: | 4,5 m ; 15’ |
| Cooling length: | 1,5 m; 5’ |
| Drive capacity: | 3 KW |
| Temperature of resist: | Approx. 22°C, 72°F |
| Compressed air: | 6 bar, 90 PSI |
 Product Info
Product Info